Introduction
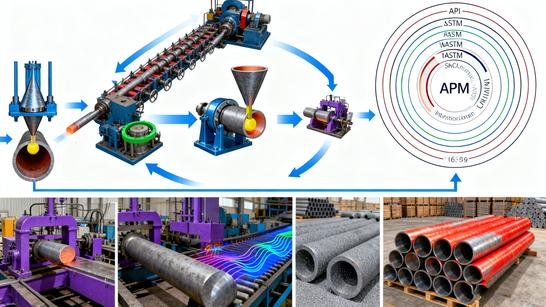
The manufacturing process of seamless steel pipes is an intricate and captivating journey that meticulously transforms raw materials into high - quality, durable pipes. These pipes play a vital role in a wide range of industries, from the vast oil and gas pipelines that crisscross the globe to the complex boiler systems in power plants and the precision - engineered mechanical applications. Understanding each step of this process not only provides insight into the complexity of industrial production but also helps in appreciating the effort and expertise required to create these essential components. This article will guide you through every stage, from the initial selection of raw materials to the final inspection of the finished product.
1.Raw Material Selection
The foundation of manufacturing seamless steel pipes lies in the careful selection of high - quality raw materials. Typically, carbon steel or stainless steel billets are the primary choices, depending on the specific properties desired in the final product. Carbon steel billets are widely used when strength and cost - effectiveness are key considerations, such as in general - purpose oil and gas pipelines. On the other hand, stainless steel billets are preferred when corrosion resistance is of utmost importance, for example, in chemical processing plants or marine environments.
The selection process is extremely rigorous. Each billet is subjected to a thorough inspection to detect any defects or impurities. Visual inspections are carried out to look for surface cracks, scratches, or unevenness. Additionally, non - destructive testing methods, such as ultrasonic testing, may be employed to identify internal flaws that are not visible to the naked eye. Only billets that meet the strict quality standards are approved for further processing, ensuring that the final pipes will have the desired performance characteristics.
2.Heating the Billet
Once the raw materials are selected, the billets are transferred to a furnace for heating. This step is crucial as it makes the billets malleable, enabling them to be easily pierced and rolled into the desired shape. The heating temperature and time are carefully controlled parameters. If the billets are overheated, they may become too soft, leading to deformation during subsequent processing steps. Conversely, underheating can result in insufficient malleability, making it difficult to pierce and roll the billets accurately.
Different types of furnaces can be used for this purpose, such as rotary hearth furnaces or walking beam furnaces. Rotary hearth furnaces are known for their high heating efficiency and uniform temperature distribution, while walking beam furnaces offer better control over the heating process and are suitable for large - scale production. The choice of furnace depends on factors such as the production volume, the size of the billets, and the desired heating characteristics.
3.Piercing the Billet
After heating, the billet is transferred to a piercing mill, which is a critical piece of equipment in the manufacturing process. The piercing mill uses a combination of pressure and rotation to create a smooth, uniform hole through the center of the billet, transforming it into a hollow tube. This step determines the initial dimensions of the pipe, including its inner and outer diameters.
The piercing process involves a piercer plug that is forced into the heated billet while the billet is rotating. The pressure applied by the piercer plug, along with the rotational force, causes the material to flow outward, creating the hollow tube. The speed of rotation, the amount of pressure, and the shape of the piercer plug are all carefully adjusted to achieve the desired hole size and shape. Any deviation in these parameters can result in an irregular hole, which will affect the quality of the final pipe.
4.Rolling the Tube
Once the billet is pierced, the hollow tube is transferred to a mandrel mill or a plug mill for rolling. This is a multi - step process that involves multiple passes through the rolling mill. Each pass reduces the wall thickness of the tube and increases its diameter slightly. The rolling process is carefully controlled to ensure that the pipe meets the specified dimensions and mechanical properties.
In a mandrel mill, a mandrel is inserted into the hollow tube during the rolling process. The mandrel helps to maintain the inner diameter of the tube while the outer diameter is being increased and the wall thickness is being reduced. The tube is passed through a series of rolls, which apply pressure to the outer surface, gradually shaping it into the desired form. The number of passes and the pressure applied in each pass are determined by the final dimensions and properties required for the pipe.
A plug mill, on the other hand, uses a plug instead of a mandrel. The plug is placed inside the tube, and as the tube is rolled, the plug helps to control the inner diameter. The rolling process in a plug mill is similar to that in a mandrel mill, but it may be more suitable for certain types of pipes or production requirements.
5.Cooling and Finishing
After rolling, the pipe is cooled to room temperature using a cooling bed or other cooling methods. Cooling is an essential step as it helps to stabilize the pipe's structure and prevent any further deformation. If the pipe is not cooled properly, it may undergo thermal stresses that can lead to cracking or warping.
Once cooled, the pipe is subjected to various finishing operations. Straightening is carried out to ensure that the pipe is perfectly straight, which is crucial for its installation and performance in applications such as pipelines. Cutting operations are performed to give the pipe the correct length according to customer requirements. Additionally, the pipe may undergo surface treatment processes, such as pickling and passivation, to remove any scale or impurities from the surface and improve its corrosion resistance.
6.Quality Control
Quality control is an integral and non - negotiable part of the manufacturing process of seamless steel pipes. Each pipe is subjected to a series of comprehensive tests and inspections to ensure it meets the specified dimensions, mechanical properties, and surface finish requirements.
Dimensional inspection involves measuring the pipe's diameter, wall thickness, and length using precision measuring instruments. Mechanical testing, such as tensile testing and impact testing, is carried out to verify the pipe's strength and toughness. Chemical analysis is performed to determine the pipe's chemical composition, ensuring it meets the required standards. Non - destructive testing (NDT) methods, including ultrasonic testing and radiographic testing, are used to detect any internal defects or flaws in the pipe that may not be visible during visual inspections. Only pipes that pass all these quality control tests are approved for shipment to customers, guaranteeing the reliability and safety of the final product.
Conclusion
The manufacturing process of seamless steel pipes is a complex and precise endeavor that demands advanced equipment, highly skilled operators, and strict quality control measures at every stage. From the careful selection of raw materials to the final quality inspections, each step plays a crucial role in determining the quality and performance of the pipes. By understanding this process in detail, we can better appreciate the effort and expertise that go into producing these essential components. Whether you are in need of pipes for oil and gas pipelines, boiler tubes, or mechanical applications, choosing a reputable manufacturer that adheres to best practices in manufacturing is essential to ensure you receive the best product for your specific needs.
【Back to Seamless Steel Pipe: A Comprehensive Guide to Construction, Manufacturing, and Supply】